Grit Baja Sudut Karbon Tinggi




Model/Ukuran:G12-G150 0.1mm-2.8mm
Rincian produk:
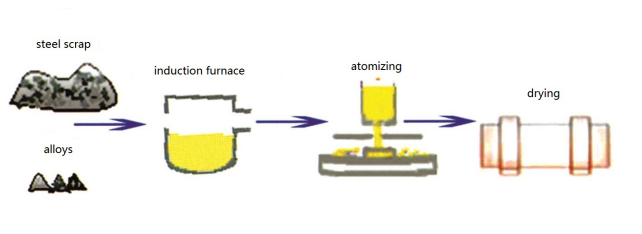
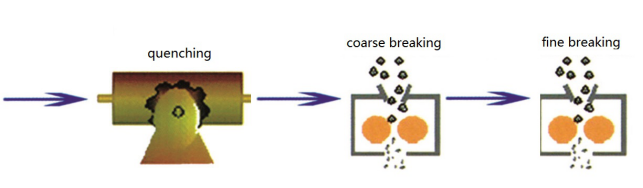
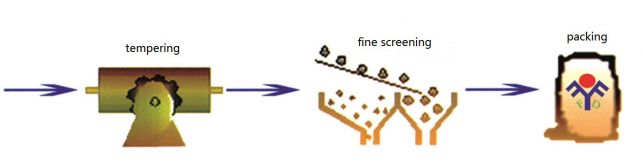
Grit baja bersudut karbon tinggi dibuat dari tembakan baja karbon tinggi.Tembakan baja yang dihancurkan menjadi bentuk butiran dan kemudian ditempa menjadi tiga kekerasan yang berbeda (GH, GL dan GP) untuk memenuhi aplikasi yang berbeda.Grit baja karbon tinggi banyak digunakan sebagai media untuk membersihkan kerak pada komponen baja sebelum pelapisan.
Spesifikasi Utama:
| PROYEK | SPESIFIKASI | METODE UJI | |||
| KOMPOSISI KIMIA |
| 0.8-1.2% | P | 0,05% | ISO 9556: 1989 ISO 439: 1982 ISO 629: 1982 ISO 10714: 1992 |
| Si | 0,4% | Cr | / | ||
| Mn | 0,35-1,2% | Mo | / | ||
| S | 0,05% | Ni | / | ||
| STRUKTUR MIKRO | Martensit Homogen atau Bainit | GB/T 19816,5-2005 | |||
| Kepadatan | 7.0-10³kg/m³(7.0kg/dm³) | GB/T 19816.4-2005 | |||
| BENTUK EKSTERNAL | Profil permukaan terukir atau sudut, Lubang udara < 10%. | Visual | |||
| KEKERASAN | HV:390-720(HRC39.8-64) | GB/T 19816.3-2005 | |||
Langkah Pemrosesan:
Aplikasi:
Grit Baja Karbon Tinggi GP:Memiliki kekerasan terendah di kisaran 40 hingga 50 HRC dan juga disebut sebagai tembakan sudut, karena grit akan mendapatkan bentuk bulat selama masa pakainya.Ini terutama digunakan pada mesin ledakan roda dan memiliki hasil yang baik di industri pengecoran karena membersihkan lebih cepat dengan sedikit peningkatan biaya perawatan dan keausan suku cadang mesin.GP digunakan untuk pembersihan, kerak dan desanding.
Grit Baja Karbon Tinggi GL:Memiliki kekerasan sedang dalam kisaran 50 hingga 60 HRC.Ini digunakan dalam mesin ledakan roda dan ruang ledakan dan sangat cocok untuk pembersihan kerak yang berat dan persyaratan persiapan permukaan.Meskipun GL memiliki kekerasan sedang, GL juga kehilangan bentuk sudutnya selama peledakan tembakan.
Grit Baja Karbon Tinggi GH:Kekerasan maksimum mulai dari 60 hingga 64 HRC.Itu tetap sudut dalam campuran operasi dan karena itu cocok untuk persyaratan etsa permukaan.GH sering digunakan di ruang ledakan (peralatan peening tembakan udara terkompresi.) untuk pembersihan cepat dan untuk mencapai profil jangkar sebelum pelapisan.





